全國統一服務熱線:13808451268
產品分類
新能源汽車扁線發卡驅動電機成套生產設備及樣件試制、小批量生產
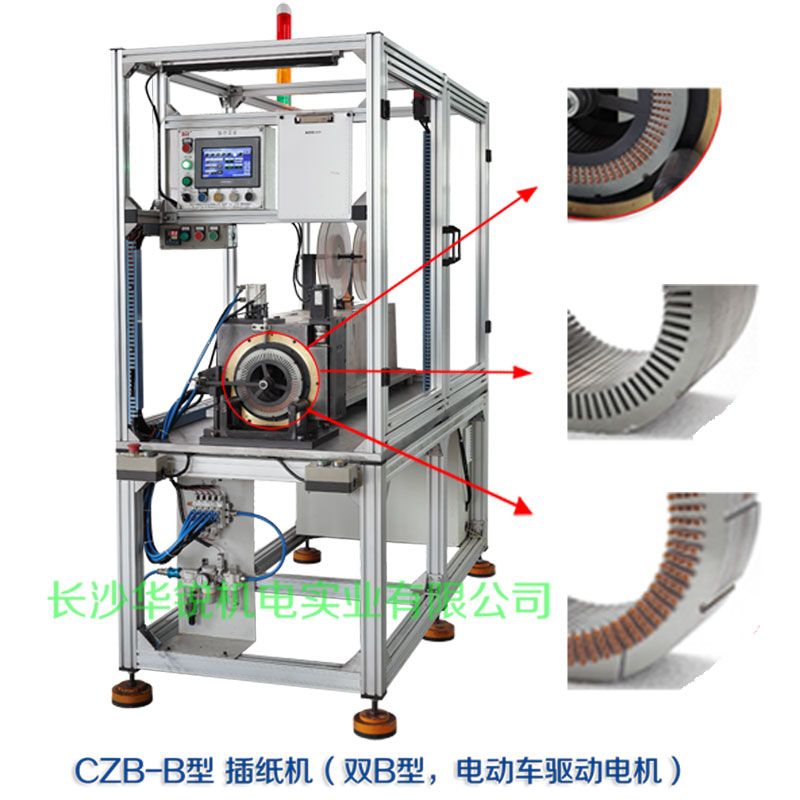
CZB-B型 插紙機(雙B型,新能源汽車驅動電機)
XZB-F型 扁線發卡下線、去漆、成型(U)機
NT-G型 扭頭機(新能源汽車扁線發卡驅動電機等)
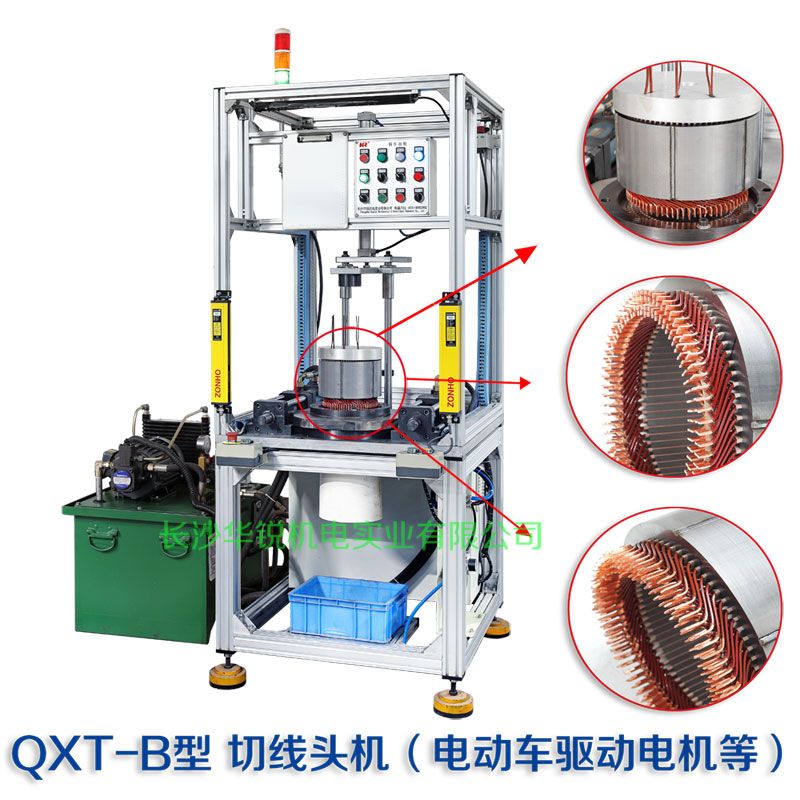
QXT-B型 焊接端切線頭機(新能源汽車扁線發卡驅動電機等)
DZYH-T3-B型非出線端TIG自動焊機
QDZJS-C型定子機殼磁極緊螺釘機
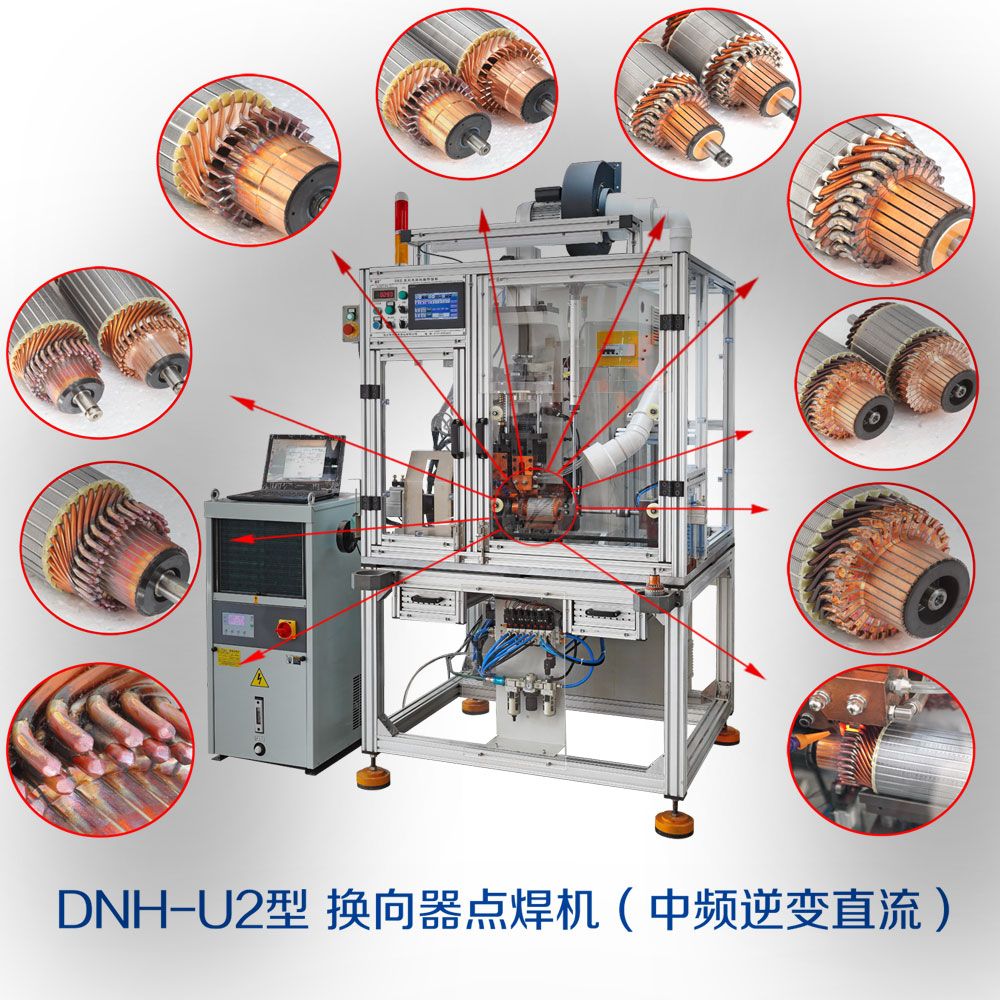
DNH-U2型換向器點焊機(中頻逆變直流)
ZNK-A型 整形,扭頭,擴張機
bout us
EWS
ink
 長沙華銳機電實業有限公司屬長沙市高新技術企業,企業擁有一批優秀的管理人才和技術人才。企業具有很強的科技創新及高科技產品開發能力,能迅速跟蹤世界前沿科技,擁有多項自主知識產權的高科技項目。加工和檢測設備先進、齊全,配有最新的計算機輔助設計系統。 本公司是...
長沙華銳機電實業有限公司屬長沙市高新技術企業,企業擁有一批優秀的管理人才和技術人才。企業具有很強的科技創新及高科技產品開發能力,能迅速跟蹤世界前沿科技,擁有多項自主知識產權的高科技項目。加工和檢測設備先進、齊全,配有最新的計算機輔助設計系統。 本公司是...